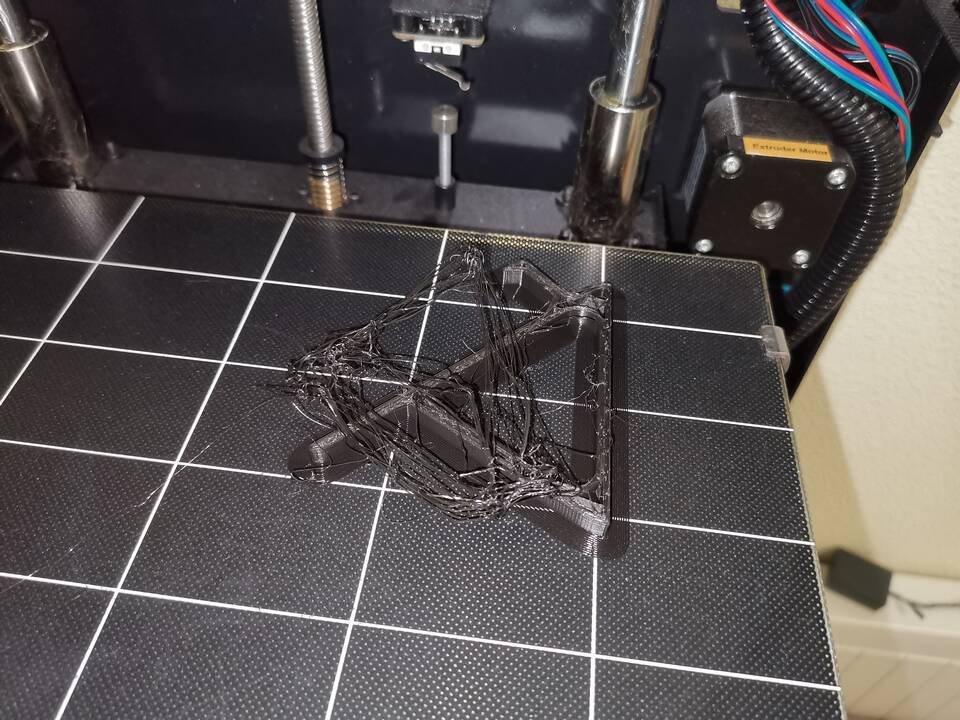
Проблемы с подачей филамента - одна из наиболее распространенных неисправностей 3D принтеров. Рассмотрим основные причины этой неполадки и способы их устранения.
Содержание
Механические проблемы экструдера
- Забитое сопло экструдера
- Износ тефлоновой втулки в хотэнде
- Ослабление прижимного механизма подающего ролика
- Поломка зубьев шестерни подающего механизма
Проблемы с филаментом
- Застревание катушки филамента
- Обрыв или перегиб нити
- Низкое качество материала (неравномерный диаметр)
- Влага в филаменте (характерные потрескивания при печати)
Температурные неисправности
- Недостаточный нагрев хотэнда
- Неправильная калибровка термодатчика
- Перегрев холодного конца (heat creep)
- Неисправность нагревательного элемента
Электронные и программные сбои
- Неправильные настройки шагов на мм экструдера
- Проблемы с драйвером шагового двигателя
- Ошибки в G-коде
- Сбой прошивки принтера
Пошаговая диагностика
- Проверить свободное вращение катушки
- Убедиться в правильной температуре нагрева
- Попробовать вручную протолкнуть филамент
- Осмотреть шестерни подающего механизма
- Проверить настройки экструдера в прошивке
Типичные температуры плавления
| Материал | Температура печати |
| PLA | 190-220°C |
| ABS | 230-250°C |
| PETG | 220-245°C |
Для профилактики подобных проблем рекомендуется регулярно чистить сопло, проверять состояние механических компонентов и хранить филамент в сухом месте. При серьезных неисправностях может потребоваться замена отдельных деталей экструдера.